
 Contact us
Contact usProduct
We specialize in customized development for our clients and provide flocking technology solutions.

Product
We specialize in customized development for our clients and provide flocking technology solutions.
Flocking fibers are fibers with a length of about 0.1 to 10 mm.
Any raw material, such as polyamide, viscose, wood, metal, etc. materials, recycled materials or polyester can be used as raw materials for flocking fibers. In the first step of processing, these raw materials are cut by machines. After cutting into short fibers, they are dyed and electrically treated to achieve the conductivity and dispersion of flocking fibers, and then the fibers are dried and screened for length.
This means that fibers can be adjusted to meet different individual needs.

Quality control Quality assurance are important parts of the flocking process. Tests can be used to check standards. Repeatability of conditions and tests is important during quality checks.In addition to testing procedures, the quality of materials to be processed can be checked at the time of receipt of the goods, during storage and during the ongoing process.
Before flocking, flocking fibers can be tested for various properties.
The electrostatic process can be used for technical optimization and refining of the properties of materials and finished products, and the application of electrostatic process in flocking is very common due to the characteristics of fibers. In the flocking process, an electrostatic field converts the scattered fibers into a flock.
The object that needs to be flocking is called the substrate, and in the first step of the flocking process, the substrate needs to be cleaned and pre-treated so that the flocking fibers can be properly fixed to the adhesive. After cleaning and pretreatment, the adhesive is applied. This can be done by brushing, spraying, or rolling.The next step is flocking, allowing the substrate and adhesive to dry and then cleaning again to remove excess and loose flocking fibers. This process can be carried out manually or in semi-automatic or fully automated flocking factories.
Clusters of fibers are anchored vertically in the adhesive, and these things form a layer on the substrate covered with the adhesive.However, after flocking, only about 10% of the surface is covered by fibers. This is due to the fact that during the electrostatic flocking process there are "voids" or “spaces” between the fibers. The visual and tactile sensation is a completely flocking surface.
Depending on the nature of the pile fibers in terms of material, length and thickness, flocking also brings different characteristics. Any material can be flocking, such as plastic, wood, foam, rubber, metal, paper, porcelain, aluminum foil, glass, etc

The object to be flocking, whether it is a flat surface, a rotatively symmetrical part, a hollow body or other shape, should be cleaned or pretreated according to the existing surface condition in the first step. This helps prevent problems with poor adhesion between the substrate and the adhesive. The cause of adhesion problems is usually dirt, aging, material properties or insufficient surface tension of the substrate.
Common solutions are solvent treatment, mechanical roughening, application of primer or base coat and plasma coating.
The adhesive can be applied by brushing, rolling, printing, spraying or scraping. Adhesive should only be applied where flocking is required. Baffles or tape can be used to protect areas that do not need flocking. In the case of scraping or printing, the adhesive surface has been determined.
When applying adhesive, make sure the thickness is even. The following rule of thumb applies: The thickness of the dry adhesive should be equivalent to 10% of the cut length of the flocking fibers. This ensures that the fibers are optimally fixed in the adhesive.
After applying the adhesive, the substrate must be flocking in a timely manner, because once the adhesive starts to dry, the flocking fibers are difficult to fix in it. Therefore, when choosing an adhesive, it is important to consider how much time can be allowed between the steps of applying the adhesive and flocking. This is called opening hours.
After pre-treatment and adhesive application, the flocking step can be carried out with the help of an electrostatic field. This is done by hand, semi-automatic or fully automatic, electrostatic or electro-pneumatic, depending on the shape of the object to be felled. Electrostatic charge Bridges resistance in the form of interaction between air, electrode and substrate distance, conductivity and voltage. The flocculent fibers are charged to a voltage of 5-70 kV. The field lines of electrostatic charge cause flocking fibers to repel each other and line up along the field lines. This allows the flocking fibers to be fixed vertically in the adhesive, since the field lines always strike the surface of the flocking object vertically.
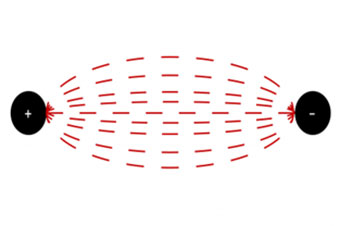
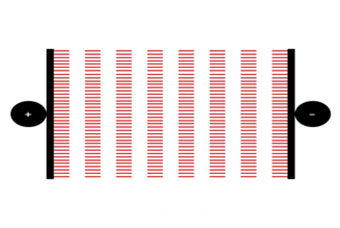
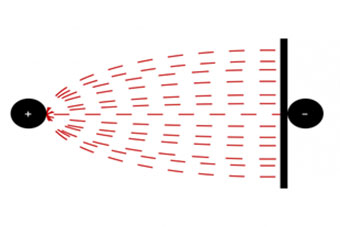
There are three different types of electrostatic field. The electrostatic field between two point charges, the electrostatic field between two plate electrodes, and the electrostatic field between a point charge and a plate electrode.
The electrode in the flocking device forms a positive electrode. It is essential that the flocking object is connected to the ground wire to form a negative electrode.
The parameters that can affect the best flocking results are the preparation of the flocking fiber, the air conditions, and the distance between the electrode and the substrate. It is important that these parameters are not considered in isolation, but that they influence each other. This is because each individual parameter affects the others. In order to obtain the best flocking results, flocking fibers must have sufficient electrical conductivity. This may be due to the preparation of fibers with coded products, metal salts, tannins, or other substances that support electrical conductivity.
In addition, flocking fibers must contain the right amount of moisture in order to optimally develop their electrical conductivity. For this reason, the manufacturer's recommended temperature and humidity must be maintained during the flocking process. The relative humidity during the fluff processing is between 55% and 65%. The humidity of the flocking fiber will determine the optimal conductivity.
In addition, the fluff must be adjusted. If it is left in the storage container for several hours, the effect may be compromised, so that the best flocking results cannot be obtained due to changes in process parameters.
After flocking the substrate, only about 10% of the surface is actually covered by flocking fibers. This is due to the electrostatic charge that individual flocking fibers have. Because of the voltage, each individual fiber creates an electrostatic field around itself. This means that the points of each fiber must be spaced a certain distance apart. The size of the electrostatic field depends on the length of the flocking fiber, that is, the longer the fiber, the larger the electrostatic field. The resulting air or hollow space affects the most diverse functions of the fluff.
Once the first fibers are fixed in the adhesive or on the substrate, they form further field lines up beyond the surrounding field lines, which also determine the distance between the fibers like any other field lines.
In addition to the electrostatic field that forms around individual fibers, the distance between the electrode and the substrate is also important for flocking. The greater the distance between the positive and negative poles, the more difficult it is to flock and the less effective it will be.
However, this can be prevented by increasing the voltage by thousands of volts. This means that the greater the distance between the electrode and the substrate, the greater the voltage required.
When flocking, there are two different types or equipment to choose from: pure electrostatic flocking or electrostatic pneumatic flocking.
Electrostatic devices are especially suitable for flat and straight surfaces. This type of flocking can be done either in large industrial companies with large facilities, or at home with small hand flocking equipment for individual users.
Pure electrostatic flocking can also be carried out in the opposite direction of gravity, i.e. from bottom to top. During this process, the fluff moves back and forth between the two poles until it is secured to the adhesive or falls out of the field.
Electrostatic-pneumatic flocking is used for dented or recessed objects. This is due to the so-called Faraday cage, which ensures that the charge is shielded and cannot penetrate into the depression or cavity. In electrostatic-pneumatic flocking, unlike pure electrostatic flocking, air is supplied to the electrodes. This allows flocking fibers to break through resistance in grooves and voids because they have the least resistance to flow along the air.
In addition, whether pure electrostatic or electro-pneumatic flocking is used, an auxiliary electrode can be used to support and maintain the electrostatic charge over a large distance between the substrate and the electrode.
After flocking, the flocking object is dried in Middle or in an oven. Drying can be done with hot air, infrared radiation, or vacuum. Various parameters affect the drying process. For example, heat or temperature, humidity in the dryer, and air exchange or circulation.
Clear information on drying can be obtained from adhesive manufacturers.
After drying, the object is cleaned to remove excess flocking fibers. This can be done by blowing, vacuuming, brushing, or washing.
So-called ionized air can also be used as part of the cleaning process. This is done with the help of an ionizer, which produces oxygen ions by ionizing molecules. As soon as it is blown onto a surface, the material on this surface, the excess pile fiber, is charged or discharged, and thus the loose flock fiber loses its adhesion to other fibers and can be removed.
Flocking is a sensitive process. There are many factors that can affect the final result and should not be overlooked, such as the different reactions of different materials in electrostatic fields, or the compatibility of some flocking preparations and adhesives, or the shape of the substrate. In addition, parameters such as field strength, relative humidity, electrical conductivity of lint and adhesive, and discharge to ground must be taken into account in the electrostatic process.
If one of these influencing factors is not optimal, then the end result will not satisfy all the identified functions.
Poor metering may be due to too low metering speed, too fine sieve, inadequate preparation, or too high moisture content in fibers.
If the fuzz jumps severely, it is possible that the humidity is not within the recommended range of 55% and 65%, the high pressure is too low, the fuzz is too dry, or there are too many old and excess fuzz fibers.
If the preparation of fibers is inadequate, the manufacturer must improve it.
When excessive flocking fibers are used, poor bouncing behavior can be attributed to an unbalanced mixing ratio.
Further damage can occur during the flocking process. These problems include: rough and hard flocking effects, uneven length of pile, prominent edges and tips, overly dense or sparse flocking, and irregular flight behavior.
The reasons for the abnormal flight behavior of the pile may be too low high pressure, the quality of the pile fiber itself is defective, the air humidity is not enough, the air speed is too high in the electropneumatic flocking process or the amount of pile is too large.
Sparse flocking results occur when the opening time is exceeded, the high tension is too low, the quality of the fiber is defective, the humidity is too low, too little adhesive is used or the dose of the fiber is too high. It is also possible that too little flocking fiber is used or the flocking time is too short
So-called dual inventory can also lead to sparse results. In this case, the charged flocking fiber is not properly fixed in the adhesive, but instead is fixed to the fiber that is already fixed and falls off during cleaning.
What causes the final surface effect to be rough and hard is too much tension during the flocking process, or too much adhesive on the substrate. In the case of bare edges and tips, it may be that the edges of the substrate are too sharp or the tips too thin to pile. being too thin for flocking.
Longer fibers are caused by irregular cutting.
The cause of flocking turbidity is so-called electrostatic shading, which occurs when the voltage is too high or the distance between the applicator and the substrate is too small.
Pay attention to the best use dates of adhesives and curing agents and store them accordingly
If it is flocking fiber, care must be taken to ensure high quality preparation
Follow the mixing ratio and thoroughly mix the ingredients together
Store fiber properly
Follow the rule of thumb for layer thickness when applying adhesive
Quality check of flocking fiber before flocking according to the size of flocking fiber and air speed
When applying adhesive, please use a suitable nozzle
Adjust the screen and metering speed
Keep the ambient temperature constant
Adjust high voltage
Pay attention to the pan and drying time
Clean the machine thoroughly regularly
Clean the substrate if necessary
Glue and flocking work at different workstations
If the surface tension is too low (minimum 38 dyn), pretreat with plasma or fluoride, flame, plasma or filler
Using protective equipment
Use protective equipment
To protect health and the environment, extraction systems, collection containers and compartments should be used. This way, excess fluff can be collected for recycling or further processing.
Experience plays an important role in flocking. Over time, you will learn the limits of static electricity and the different challenges, materials and conditions, and you can use this knowledge in a targeted way when flocking.
In general, storage and processing conditions should be observed and controlled to achieve the best flocking results.
To meet all these challenges, comprehensive quality assurance is essential. A checklist can be found here as a starting point for flocking quality assurance.
 Current location:
Current location: